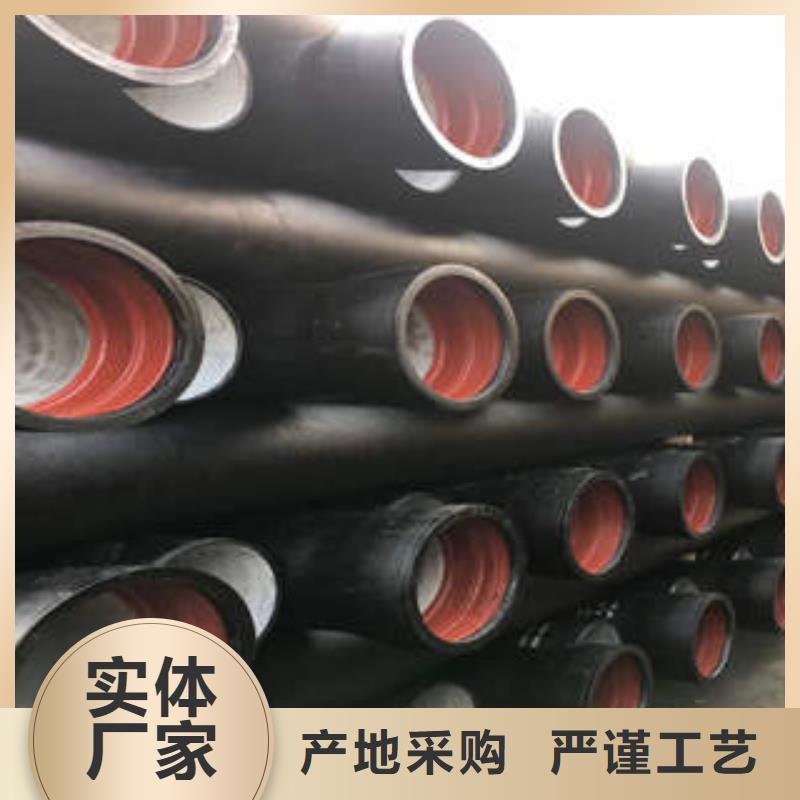
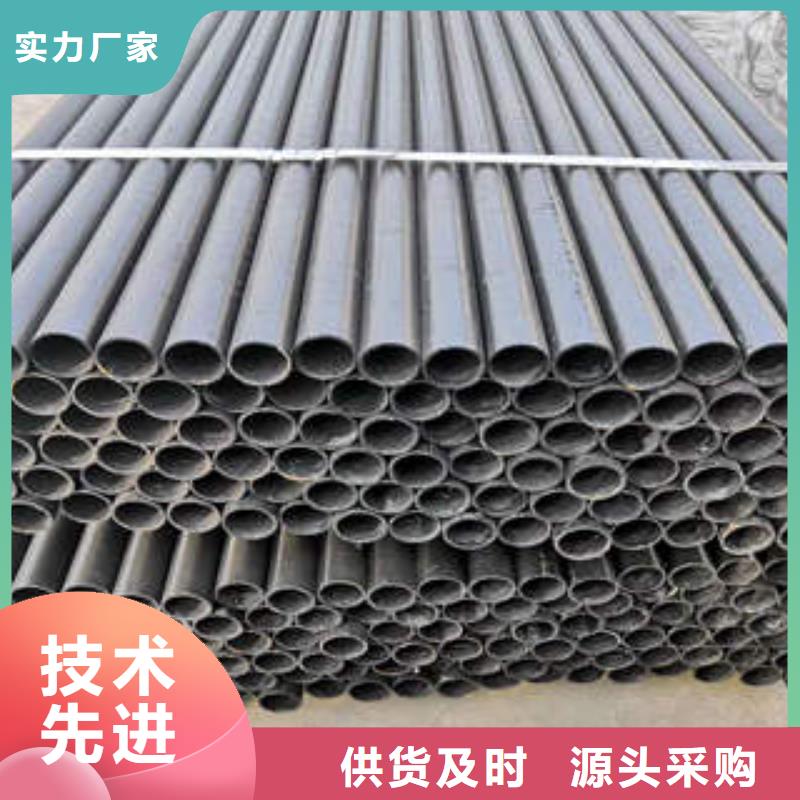
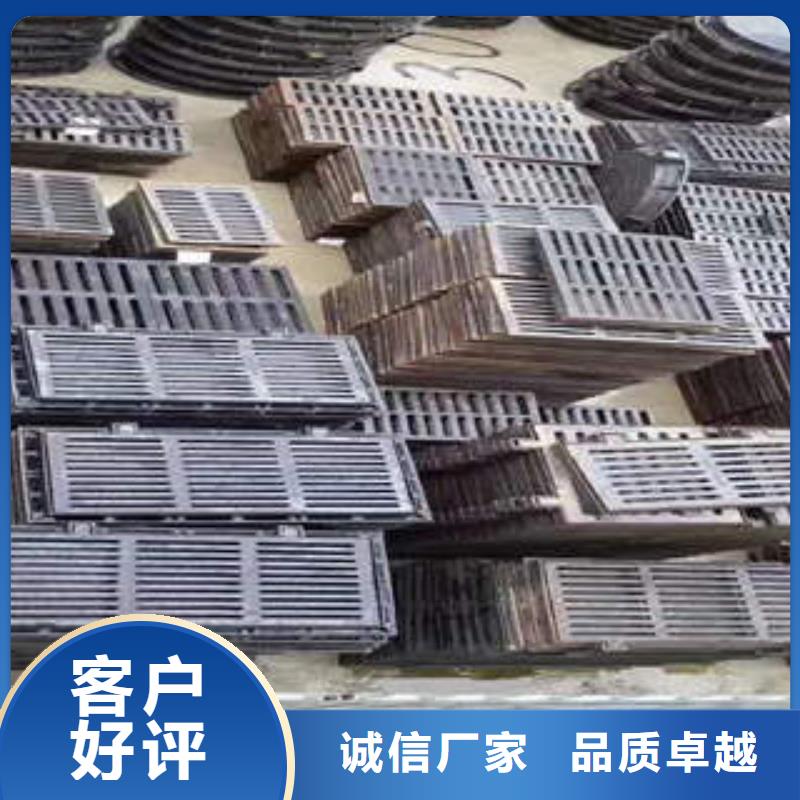
想要一睹球墨铸铁管大口径厚壁管实力公司产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:广东汕尾球墨铸铁管大口径厚壁管实力公司的图文介绍
君杰钢管(汕尾市分公司)质量控制
公司质量方针:没有*好,只有更好!
我公司 无缝钢管产品的质量是以的生产设备、成熟的生产工艺以及的技术人员和的检测设备作为基本因素。公司对 无缝钢管产品质量的管理进行严格的控制,从而为您提供可靠的 无缝钢管产品。
服务承诺
我们秉承服务顾客的理念,认真执行每一个工艺细节,为您提供而热忱的服务。
1、 无缝钢管产品配发检验合格证,检验报告随货通行。
2、出厂的 无缝钢管产品均按照相关标准生产和检验,不合格的 无缝钢管产品不出厂

试压后的工作。试压结束后,应及时拆除盲板节限位设施,排尽系统中的积水。水压试验应注意的事项试验前,想系统充水时,应将系统的空气排尽。试验时,环境温度不应低于℃,当环境温度低于℃时,应采取防冻措施。
试验室,应测试试验温度,严禁材料试验温度接近脆性转变温度。承受内压的地上钢球墨铸铁管及有色金属球墨铸铁管试验压力应为设计压力的倍,埋地钢球墨铸铁管的试验压力应为设计压力的倍,且不得低于0MPa。
当球墨铸铁管与设备作为一个系统进行压力试验时,球墨铸铁管试验压力等于或小于设备的试验压力时,应按球墨铸铁管的试验压力进行试验,当球墨铸铁管试验压力大于设备的试验压力,且设备的试验压力不低于球墨铸铁管设计压力的倍时,经建设单位同意,可按设备的试验压力进行试验。
当球墨铸铁管的设计温度高于试验温度时,试验压力应按下列公式计算:Ps=P[σ]/[σ]式中Ps——试验压力(表压,MPa;P——设计压力(表压,MPa;[σ]——试验温度下,管材的许用应力,MPa;[σ]——设计温度下,管材?。
承受内压的埋地铸铁球墨铸铁管的试验压力,当设计压力小于等于0MPa时,应为设计压力的倍,当设计压力大于0MPa时。应为设计压力加0MPa。对位差较大的球墨铸铁管,应将试验介质的静压记入试验压力中。液体球墨铸铁管的试验压力以点的压力为准,但点的压力不得超过球墨铸铁管组成件的承受力。

对输送流体的球墨铸铁管及设计压力大于等于0MPa的球墨铸铁管,在压力试验前,下列资料已经建设单位复查:A球墨铸铁管组成件的质量证明书;B球墨铸铁管组成件的检验或试验记录;C管子加工记录;D焊接检验及热处理记录;E设计修改及材料代用文件。
待试球墨铸铁管与无关系统已用盲板或者采取其他措施隔开。待试球墨铸铁管上的阀板及仪表元件等已经拆下或加以隔离。试验方案已经过批准,并已进行了交底。水压试验的程序步骤方法水压试验的程序步骤方法如下:连接。
讲试压设备与试压的球墨铸铁管系统相连,试压用的各类阀门压力表安装在试压系统中,在系统的点安装放气阀在系统的点安装泄水阀。。打开系统点的放气阀,关闭系统点的泄水阀,向系统。试压用水应使用纯净水,当对奥氏体不锈钢球墨铸铁管或连有奥氏体不锈钢球墨铸铁管或设备的球墨铸铁管进行试验时,水中氯离子含量不得超过*0-(ppm。
待排气阀连续不断向外排水时,关闭放气阀。检查。系统充水完毕后,不要急于升压,而应先检查一下系统有无渗水漏水现象。升压。吹水检查无异常,可升压,升压用手动试压泵(或电动试压泵,升压过程应平稳,先把压力升到试验压力的一般,对球墨铸铁管系统进行一次的检查,若有问题,应泄压修理,严禁带压修复。
若无异常,则继续升压,待升压至试验压力的/时,在做一次检查,无异常时再继续升压到试验压力,一般分~次升到试验压力。持压。当压力达到试验压力后,稳压0min。再将压力降至设计压力,停压0min,以压力不降无渗漏为合格。


清理胶圈上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。 安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。 顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力顺利。球墨铸铁管气密性检测首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。







 扫一扫
扫一扫